超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
外径旋削
被削材名
タングステン
タングステンは高脆材であるため、切削工具における問題点は工具磨耗に限らず、欠けにも注意する必要がある。特に工具磨耗が進行してくると、この傾向は著しくなる。一般的には切れ刃のシャープな工具を使用し、送りを低く設定して加工する。
振動切削により加工することで、寸法精度、及び面粗度とも安定した加工が可能となる。
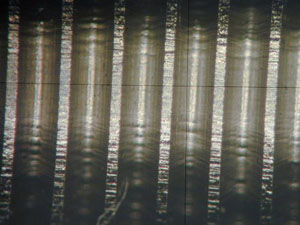
【表面性状の比較】
慣用切削
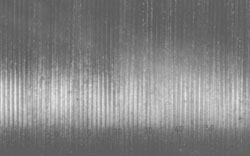
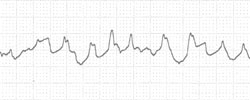
Rmax=6.163μm
振動切削
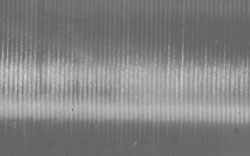
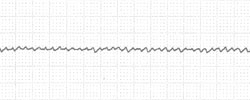
Rmax=1.000μm
【切削条件】
| 切削速度 | 15m/min |
| 切込み量 | 0.1mm |
| 送り | 0.03mm/rev |
| チップ | TPGT110204K(KC730) |
| 切削油剤 | 不水溶性 |
| 使用機械 | C004(ツガミ) |
| θR | 8° |
| θr | 0° |
【加工後の刃先】
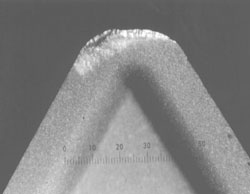
慣用切削(1分切削後)
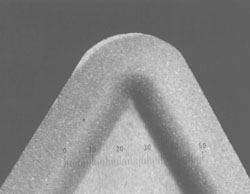
振動切削(20分切削後)
【ねじの加工例】