超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
外径旋削
被削材名
スーパーインバー
(Ni31%、Co4〜6%、Mn0.3〜0.4%、C0.07%)
スーパーインバーは常温での熱膨張係数が極めて小さく、精密機械部品や標準尺などに使用される合金であるが、NiやCoを多く含有するため被削性は極めて悪いが、振動切削により安定した面精度が得られる。
【表面性状の比較】
慣用切削

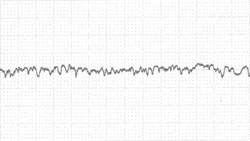
Rmax=2.735μm
振動切削

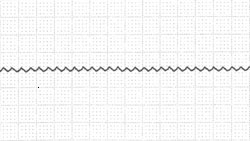
Rmax=1.263μm
【切削条件】
| 切削速度 | 15m/min |
| 切込み量 | 0.1mm |
| 送り | 0.03mm/rev |
| チップ | TPGT110204K(KC730) |
| 切削油剤 | 不水溶性 |
| 使用機械 | C004(ツガミ) |
| θR | 17° |
| θr | 0° |
【切り屑の比較】
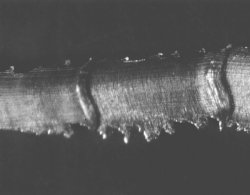
慣用切削
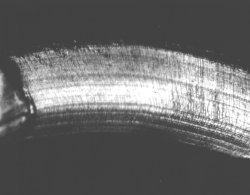
振動切削