超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
内径旋削
被削材名
コバール(φ3.0)
【ワーク形状】
【切削条件】
| 切削速度 | 20m/min |
| 切込み量 | 0.05mm |
| 送り | 0.03mm/rev |
| バイト | BBM-040320(マイクロ100) |
| 切削油剤 | 不水溶性 |
| 使用機械 | C004(ツガミ) |
| θR | 0° |
| θr | 12° |
【慣用切削と振動切削による面粗度の比較】
| 慣用切削 | 振動切削 | |
| 入口 | 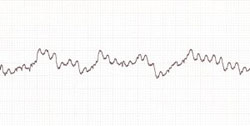 |
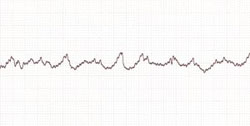 |
| Rmax=3.160μm | Rmax=2.070μm | |
| 出口 | 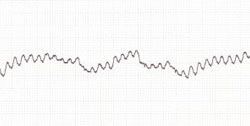 |
 |
| Rmax=4.350μm | Rmax=2.060μm |
【慣用切削と振動切削による真円度の比較】
| 慣用切削 | 振動切削 | |
| 入口 |  |
 |
| 1.400μm | 1.110μm | |
| 出口 |  |
 |
| 2.210μm | 1.770μm |