超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
外径旋削
被削材名
コバール
(Ni29%、Co17%、Fe残)
コバールは硬質ガラスと膨張係数を等しくした鉄・ニッケル・コバルトの合金で、ガラス封入材料として使用され、最近ではIT関連部品などに多く用いられている。しかし加工性が極めて悪く、工具寿命が短いという問題点があるため、高能率、高品位に加工するニーズは増えている。
本事例はコバールの加工において、慣用切削と振動切削との比較を行ったものである。
振動切削による加工では、逃げ面磨耗にほとんど変化が見られない。振動切削の場合、バイトは切削方向に振動しながら加工を行うが、刃先は切削した後に引き下がるという動作を繰り返すため、この引き下がった時に切削油が刃先に浸入し、冷却と潤滑を行い、その結果逃げ面やスクイ面の磨耗が低減したものと考えられる。
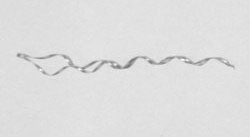
また、排出された切り屑は、難削材特有の鋸歯のような状態は見られず、薄く連続した流れ形切り屑となり、排出も滑らかである。
【面粗度の推移】
【切削条件】
| 切削速度 | 20m/min |
| 切込み量 | 0.1mm |
| 送り | 0.05mm/rev |
| チップ | TPGT110202K(KC730) |
| 切削油剤 | 不水溶性 |
| 使用機械 | NU-4Y(ツガミ) |
| θR | 8° |
| θr | 0° |
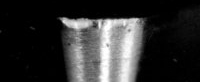
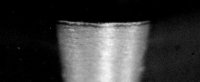
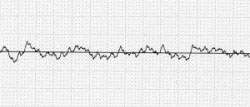
【表面性状の比較】
慣用切削

振動切削
【逃げ面磨耗の推移】
s【加工後の刃先】
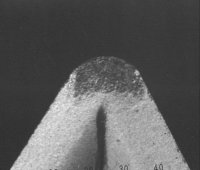
慣用切削

振動切削
【慣用切削と振動切削による切り屑と表面粗さの比較】
| 慣用切削 | 振動切削 | |
| 10m/min |  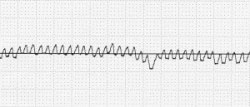 |
  |
| Rmax=1.510μm | Rmax=0.930μm | |
| 20m/min |   |
  |
| Rmax=0.925μm | Rmax=0.790μm | |
| 50m/min |  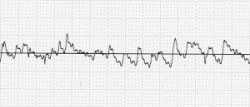 |
  |
| Rmax=1.910μm | Rmax=1.170μm |