超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
外径旋削
被削材名
S45C
S45C等の炭素鋼の旋削加工において、良好な仕上げ面を得る方法としては、サーメットのような被削材との親和性が低い工具材種による高速切削が一般的に知られている。
しかし、慣用切削の場合、バイトの刃先とワークが常に接触しているため、切削抵抗による摩擦熱や構成刃先、及びワークや工作機械の固有振動などの諸条件により、仕上げ面は悪化する。
振動切削の場合、構成刃先が発生し難いため、炭素鋼の仕上げ加工においても、幾何学的な粗さ曲線を得ることができる。
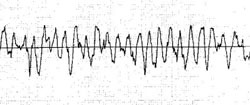
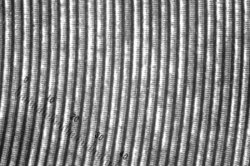
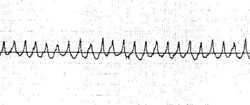
【表面性状の比較】
端面切削
慣用切削
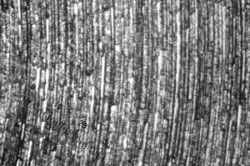
Rmax=16.57μm
振動切削
Rmax=13.59μm
外周切削
慣用切削
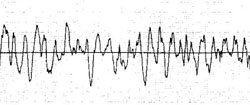
Rmax=8.40μm
振動切削

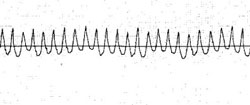
Rmax=5.50μm
【切削条件】
| 切削速度 | 25m/min |
| 切込み量 | 0.1mm |
| 送り | 0.1mm/rev |
| チップ | TPGT110204K(KC730) |
| 切削油剤 | 不水溶性 |
| 使用機械 | NU-4Y(ツガミ) |
| θR | 8° |
| θr | 0° |