超音波振動切削の加工事例
- 外径旋削
- 内径旋削
加工区分
内径旋削
被削材名
S45C(φ3.0)
従来の超音波振動切削は外周加工による切削事例がほとんどであり、面粗さや寸法精度あるいは真円度などが良ければ、ある程度顧客の要求を満たすことが可能であった。
しかし、加工技術の高度化に伴って、振動切削に対する要求が多岐にわたってきており、我々もそれに迅速に対応することがますます要求されている。特に最近は、内径加工に関する要望が増加しており、数年前よりたわみ振動子を用いた穴繰りバイトの開発と実用化を進めてきた。現在ではφ1〜φ6以上の穴繰り加工が可能となった。
たわみ振動を利用することで、ボーリングバイト先端部分は切削方向と略同一方向に振動させることが可能になり、多少の振動方向のずれは振動子のローリング角(回転角)を補正することで対処が可能である。弊社指定のボーリングバイトをホルダーに装着し、規定角度に設定して固定ねじを締めこむだけで容易に装着可能であり、従来よりも精度の高い中繰り加工が実現できる。
【ワーク形状】
【切削条件】
| 切削速度 | 20m/min |
| 切込み量 | 0.05mm |
| 送り | 0.03mm/rev |
| バイト | BBM-040320(マイクロ100) |
| 切削油剤 | 不水溶性 |
| 使用機械 | C004(ツガミ) |
| θR | 0° |
| θr | 12° |
【慣用切削と振動切削による面粗度の比較】
| 慣用切削 | 振動切削 | |
| 入口 |  |
 |
| Rmax=7.540μm | Rmax=2.225μm | |
| 出口 |  |
 |
| Rmax=6.410μm | Rmax=2.730μm |
【慣用切削と振動切削による真円度の比較】
| 慣用切削 | 振動切削 | |
| 入口 |  |
 |
| 1.400μm | 1.110μm | |
| 出口 |  |
 |
| 2.210μm | 1.770μm |
【ボーリングバイトを装着したSB-150】

【有限要素法によるたわみ振動の挙動】
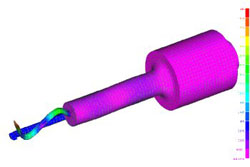
(写真提供:株式会社太武製作所)