【圧電効果】
結晶が圧縮されその分子配列に変化が生じた結果電圧が発生する現象。自然界において水晶は圧電効果が顕著に発生する物質として昔からよく知られている。人工的にはPZT(チタン酸ジルコン酸鉛)が有名。圧電物質を叩くなどして大きな衝撃を与えると、容易に高電圧を得ることが可能で有る。コンロの自動着火装置はこれを応用したもので、従来から広く利用されており、発生した高電圧を電極間でスパークさせて着火する。一般に圧電効果が得られる物質は電圧を加えると変形する電歪効果を有し、これを利用することで超音波振動子を作ることができる。
【エロージョン】
キャビテーションが発生すると、衝撃的な振動が水中を伝播し構造物が侵食される有害な現象。船舶のプロペラを高速回転させたときに生じるキャビテーションの発生により、プロペラが侵食される現象が良く知られている。超音波洗浄ではキャビテーションが不可欠であるが、その衝撃的な振動が水中を伝播し、長い年月の間に容器や構造物を侵食する。
【Lt効果】
振動切削において、工具の振動1周期中に切削する距離のことで、切削速度をV(m/min)、振動周波数をF(Hz)とした場合、次の式で表すことが出来る。
| V | |
| Lt= | − |
| F |
【送り量】
旋削加工する場合、工作物が一回転する間に、軸方向と平行に工具が移動する量を送り量と呼ぶ。
【音速】
一般には空気中を伝わる音の速さを表すが、超音波においては物質中を振動が伝播する速度を表す。超音波では金属が多用されるが、鉄やアルミニュウムの場合毎秒約5,000mと非常に早い。
【幾何学的面粗さ】
→「理論面粗さ」参照。
【キャビテーション】
もともとは、船舶のプロペラを高速回転させたときに生じる有害な気泡のことを言う。キャビテーションの発生は速度低下を招いたり、プロペラが侵食されたりと有害な現象とされている。超音波洗浄器はこの現象を積極的に応用した技術である。水を強制的に超音波振動させると、ある瞬間に減圧力、次の瞬間に圧縮力が交互に働き、減圧力が発生した時点で水中に真空の微小気泡が多数発生するが、次の瞬間には圧縮力が働きこの気泡を瞬時に押しつぶす。この際に発生する力は非常に大きく衝撃的な振動が水中を伝播する。この衝撃波で強力な洗浄効果が得られ、普通の洗浄では不可能な微細部分の精密洗浄が可能である。キャビテーションを利用した超音波洗浄は、クリーニングのしみ抜き器やメガネ洗浄器・工業製品の洗浄などあらゆる分野で利用されている。
【共振】
物体の共鳴現象。金属などの弾性体の場合、固有の周波数においては後から振動を加えずとも永続的に振動を続けようとする性質があり、これを共振現象という。ギターやピアノなどは弦を叩いたり弾いたりすると特定の音階で振動を続け、これは金属のたわみ振動の共振を利用した典型的な例である。BLT(ボルト締めランジュバン型振動子)は、構成する金属の共振現象を利用して、その金属の持つ固有の周波数で振動させることで効率の良い超音波振動を発生することができる。
【切りこみ量】
旋削加工する場合、工具が工作物に接する位置から、軸方向に垂直に切りこませる量を切りこみ量と呼ぶ。
【構成刃先】
切削加工において、被削材の一部が工具上に堆積して、切れ刃に代わって切削作用を行う場合がある。この堆積物を構成刃先という。構成刃先は生成、脱落を繰り返すため、逃げ面磨耗が増大して、仕上げ面精度は悪化する。
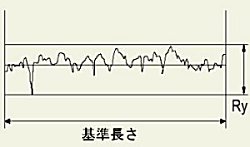
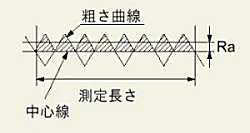
【最大高さ】
粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、この抜き取り部分の平均線から最も高い山頂までの高さと、最も低い谷底までの深さとの和を求めた値。
最大高さ
【周波数】
周期的に変化する現象の、一秒間に繰り返される回数で、単位はHz(ヘルツ)。たとえば、1秒間に100回振動しているものは「100Hzの周波数で振動する」と言う。また1,000Hzを1KHzと表す。人間の耳は、16Hz〜20KHz迄の空気振動が可聴域(音として感じる領域)とされているが、たいていの人が聞こえる範囲は20Hz〜16KHz程度である。可聴域を越えた高い周波数領域における物体の振動を「超音波振動」と言う。
【真円度】
円形形体の幾何学的に正しい円からの狂いの大きさをいう。
【振動切削】
軸振動やたわみ振動など一方向にのみ振動する振動子を用いた切削方法。元宇都宮大学の故隈部淳一郎博士が発明した。刃先を超音波振動させることで切削抵抗を1/4〜1/5に低減することが出来、高付加価値加工が可能になる。現在、自動車産業をはじめ、各工業分野での製造工程で使用されている。
【軸振動】
振動子とは超音波振動を発生させるもの。右図に示すように電圧を加えると伸び縮みするピエゾ素子(圧電素子)を両側からボルトで強く締めこみ個々に電圧を加えることで軸方向に振動する。
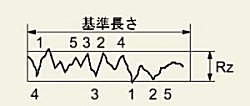
【十点平均粗さ】
断面曲線から基準長さを抜き取り,高い方から3番目の山頂と,深い方から3番目の谷底を通る行線の間隔を測定した値。
【磁歪】
物質に磁界を加えると歪む或いは変形する現象。ニッケルやコバルトは特に磁歪現象が著しい金属として昔から知られていた。また、フェライト(酸化金属セラミックの一種)でも安価で高出力の磁歪効果が得られるものが知られており、実用化されている。この磁歪材にコイルを巻き、規則正しい超音波周波数の交流電流をこのコイルに流す事で超音波振動が得られる。磁歪式超音波振動子は電歪素子を用いたBLTタイプに比べて衝撃に弱いという欠点があり現在はあまり利用されていないが、以前は洗浄器から魚群探知機、果ては潜水艦のソナーまで幅広く利用されていた。
【振動速度】
超音波振動体の振動部分の平均的速度。速度をV(m/s)、振動周波数をF(Hz)、振幅(片振幅)をA(m)とした場合、次の式で表すことが出来る。
| V=2πAF |
で表される。
例えば、20Khzで片振幅25μm(両振幅50μm)にてナイフを振動させた場合、毎秒約3mと云う高速で刃物が振動するため、静かで且つ非常に切れ味の良い超音波ナイフができることになる。
【切削速度】
切削工具の刃先と工作物との相対運動の速度で、工作物の直径をD(mm)、工作物、又は切削工具の回転数をN(rpm)とした場合、切削速度V(m/min)は、次の式で表すことが出来る。
| πDN | |
| V= | − |
| 1000 |
【切削抵抗】
切削中にバイトに加わる力のこと。互いに直角の3方向に働く主分力、送り分力、背分力がある。
【旋削加工】
旋盤加工のように、工作物が回転して工具(バイト)は回転せずに送られて、目的の形状を削り出していく加工方法。旋削加工で得られる工作物形状は、円筒状、またはそれらを組み合わせたものとなる。
【ソナー】(SONAR[英]Sound Navigation Rangingの略)
音波・超音波を使って水中の物体の探知・水深測定などを行う方式の総称。水中に発射した超音波が跳ね返ってくるまでの時間を測定したり、その時の周波数の変化を解析することで水中の物体の形状や場所スピードなどが解る。
【たわみ振動】
多賀電気株式会社が独自に開発した振動子。ピエゾ素子を中央から2枚に切断し、右図のような構成にすると、振動子先端部が軸と直角方向にたわむように振動する。
【チップ】
切削加工に使う刃物材料の小片で、その一部に切れ刃を形成する。チップはシャンクにロー付けされるものと、ネジで固定されるスローアウェイ方式のものがある。

【中心線平均粗さ】
断面曲線を中心線から折り返し,下図の斜線を引いた部分の面積を長さで割った値。
【超音波】
一般に音波とは、空気中を伝搬し、超音波とは人間の可聴周波数以上の音域(20KHz以上)を言う。しかし現在工業分野で使用されている超音波は広範囲に渡っており、一般に言われている意味とは別に、音波とは、弾性によって起こる波動のことであり、超音波とは人間の耳で聞くことを目的としない音波のことであると定義されている。KHzとは周波数を意味し、20KHzは1秒間に2万回振動を繰り返している状態を言う。
【超音波振動子】
超音波を発生させる振動発生体(Transducer)の総称。
【弾性】
物体に力を加えて変形させた時、物体が元の状態にもどろうとする性質のこと。
【電歪】
物質に電圧を加えると歪む、或いは変形する現象。特にその減少が著しい物質は電歪素子(物質)と称され、自然界では水晶が有名。規則正しい超音波周波数の交流電圧をこの電歪素子に印加する事で超音波振動が得られる。これをBLT(ボルト締めランジュバン型振動子)構造にすると更に高出力て頑丈な超音波振動を得ることができる。
【捻り振動】
通常のピエゾ素子は軸方向に伸び縮みする性質があるが、すべり素子と呼ばれる圧電素子を用いると右図のように振動子先端がねじる方向に振動する。
【ノーズR】
バイトの横切れ刃と前切れ刃の間にある円弧。旋削仕上面を創成する時に直接関与する重要な切れ刃部分。
【バイト】
切削加工に使用する切れ刃を持つ工具の総称。一般的には旋盤で使用する旋削用バイトを単にバイトと呼ぶ。
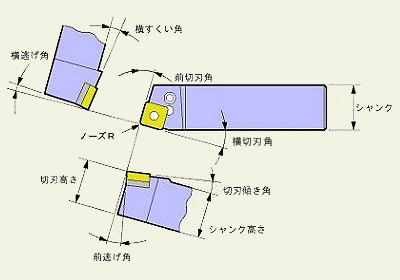
バイトの各部の名称
【波長】
波動の山から次の山まで、または谷から次の谷までの距離。すなわち、位相が2πだけ異なる二点間の距離をいう。音速(振動が伝わる速度)をV(m/s)、周波数をF(Hz)、波長をλ(m)とした場合、次の式で表すことが出来る。
| V=Fλ |
【ピエゾ素子】
電圧により変形する素子のこと。
【BLT】(Bolt-Clamped Langevin Type Transeducerの略)
ランジュバン振動子をボルトで締めこむことで、更に高出力て頑丈な超音波振動子を作ることができる。現在の超音波発生装置のほとんどはこのBLT式である。
【バイト】
単一の切刃を持った切削工具の一つ。機械に取り付けて用いるものを単にバイトといい、旋盤などに用いられる。
【PZT】
チタン酸ジルコン酸鉛の略称。チタン・ジルコニア・鉛各々の酸化物を混合し焼結したセラミックの一種。分極という特殊な加工を施すことで、水晶と同じように圧電効果が得られる。また、水晶と比較して安価で且つ高出力の電歪効果が得られ、現在の超音波振動子の大部分はこのPZTで作られている。
【面粗度】
加工された金属表面に生じる凹凸の大きさ。通常は接触式の測定器で測定面に垂直な断面にあらわれる輪郭を、縦、及び横方向に拡大した断面曲線から粗さを求める。JISでは、面粗度を次の方法で規定している。
1.中心線平均粗さ(Ra)
2.最大高さ(Ry)
3.十点平均粗さ(Rz)
【ランジュバン型振動子】
1920年頃フランスのランジュバンが発明した振動子。水晶を金属でサンドイッチ状に構成して接着することで、頑丈な振動子になることを見出した。
【理論面粗さ】
旋削加工の理論面粗さは、刃先のノーズRと送りによって決まる。切削後の実際の粗さがこれに近いほど、理想的な仕上げ面であると言える。刃先のノーズRをR(mm)、被削物1回転当たりの送りをF(mm/rev)とした場合、理論面粗さRy(mm)は次の式で表すことが出来る。
| F2 | |
| Ry= | − |
| 8R |
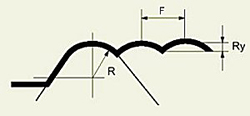
理論面粗さ