キャビテーション援用加工装置・SC-450

HSK-E32仕様超音波ドリル寸法図
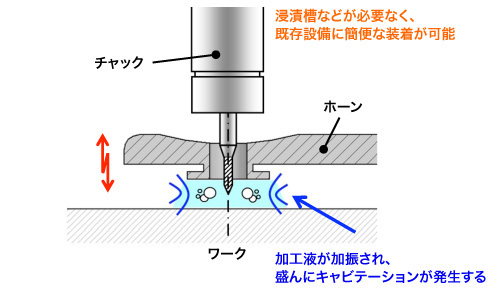
<キャビテーション援用加工とは>
徳島県立工業技術センター小川仁氏により考案された加工法で、加工液に超音波振動を付与し、加工穴内にキャビテーションを発生させる事で、切り屑・スラッジの排出性を格段に向上させる事ができます。
また、本加工法は切り屑詰まり・凝着・目詰まり等の抑制効果があり、穴あけ加工・ミリング加工に応用が可能です。
用途
- 難削材料・硬脆材料の小径ドリル加工
- 電着砥石の小径穴あけ
- 微細電極による放電加工
- 小径ミリング工具による加工
概略図
ドリル加工の場合
特徴

多様な穴あけ加工技術に応用可能
ドリル及び電着砥石による難削材料・硬脆材料への小径穴加工、微細電極による放電加工、小径ミリング工具による加工に効果があります。また、工具を共振させる必要がないので工具形状等の制約がなく既存の設備に簡便に設置できます。
切り屑・スラッジの排出性向上
加工液に超音波振動を付与して加工穴内にキャビテーションを発生させる事で切り屑・スラッジの排出性が格段に向上します。工具折損による工具寿命が大幅に改善し、高送りで高能率加工ができます。

環境に優しいECO加工
振動板とワークピースの間に液層が保持され、加工液の供給は僅かでよい。高圧で加工液を噴射させる必要がないので使用油剤の低減が図れます。

凝着・目詰まりの抑制
キャビテーションが破裂した時の衝撃波により異物を剥離させ、超音波洗浄機と同じ効果が得られます。チゼル部等での切り屑の凝着・砥石の目詰まりが抑制される事で工具寿命が延びます。
工具寿命の延長
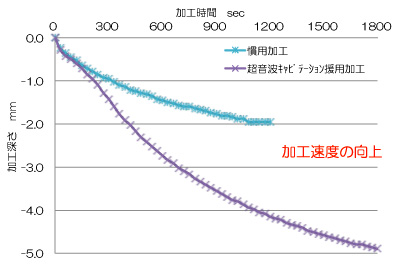
加工速度UP
加工面品位の向上
【SC450 主な仕様】
| 定格電圧 | AC100V 50/60 Hz 単相 |
| 発振周波数 | 20.0±1.5 kHz |
| 発振方式 | マイコン制御PLL自動追尾 |
| 最大超音波出力 | 50W |
| 適用可能工具 | Φ4以下 |
<加工事例>
[放電加工]
- 加工速度の向上
- 加工精度の向上
事例1

【加工条件】
- 電極
- 銅(φ3 mm)
- ワーク
- SKD11(焼入れ)
- 放電加工機
- 三菱電機製 EDSCAN-8E
- 加工液
- 放電加工油(灯油ベース)
- 放電加工回路
- トランジスタパルス(TP)
- 放電電流
- 5.5 A(IP1.5)
- 放電時間
- 2 μs(ON1.0)
- 休止時間
- 2 μs(OFF1.0)
- 無負荷電圧
- 220 V(GAP13)
事例2
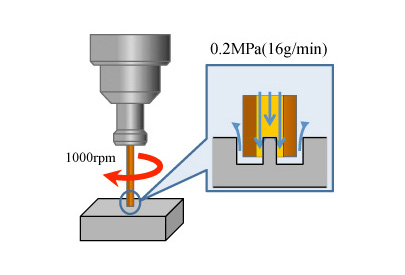
穴あけ加工及び加工液噴出の概要
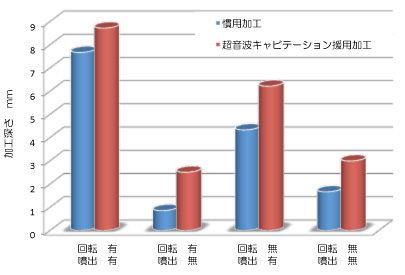
5分後の加工深さの比較
【加工条件】
- 電極
- 銅パイプ(直径φ1 mm、内径φ0.5 mm)
- ワーク
- SKD11(焼入れ)
- 放電加工機
- 三菱電機製 EDSCAN-8E
- 加工液
- 放電加工油(灯油ベース)
- 放電加工回路
- トランジスタパルス(TP)
- 放電電流
- 5.5 A(IP1.5)
- 放電時間
- 2 μs(ON1.0)
- 休止時間
- 2 μs(OFF1.0)
- 無負荷電圧
- 220 V(GAP13)
- 加工液噴出
- 0 MPa(噴出無)、0.2MPa(16g/min)
- 電極回転数
- 0 rpm(回転無)、1000 rpm
[小径ドリル加工]
- スラスト力は大幅に低下し、ステップ毎での変動なし。
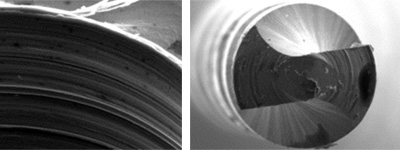
- 切り屑の凝着抑制。
- 加工面品位の向上。
【切削条件】
- 工具
- φ0.1ノンコーテッド超硬ドリル
- ワーク
- SUS304
- 回転数
- 50000min-1
- 送り速度
- 100mm/min
- ステップ量
- 0.01mm
- 穴深さ
- 0.5mm
- クーラント
- 水溶性エマルジョン
慣用加工

キャビテーション援用加工
慣用加工
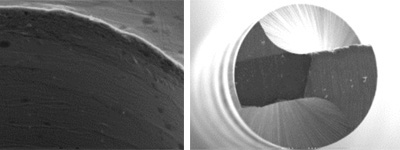
キャビテーション援用加工